Follower-Rollers: Design Specifications
Commercial Follower-Rollers are optimized for rolling along a Cam-Profile, or a Cam-Track. It is helpful to understand their design features.
Compare a Housed Bearing and a Follower-Roller Bearing
 Contact Stress/Pressure of Bearing in Housing |
Housed Bearings : The outer-ring is housed (in a housing, or a 'house') •Typically, the outer-ring is fixed in a housing and the inner-ring rotates with a shaft. •The contact between the outer ring and its housing is 'conformal' and with a small interference fit to make sure the bearing ring does not rotate in the housing. The load is distributed around the outer housing. •Thus, the outer-ring does not distort when a force is applied, since it is supported by the housing (unless the housing distorts). << The image to the left shows the bearing supported in a housing. The load around the outside of the bearing is a function of the fit between the housing and the bearing - the pre-load. |
 Contact Stress of Bearing against Cam |
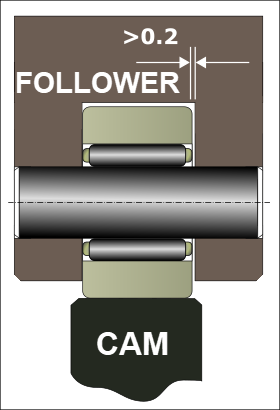
Follower-Roller Bearings : The outer-ring is not housed (not in a 'house') •The outer-ring rotates and the inner-ring is fixed. •The contact between the outer-ring and the Cam-Profile is a line (or a very small patch) across the width of the Cam-Profile and Follower-Roller. The Hertzian contact stress is relatively high. •There is a tendency for the outer-ring to distort when a force is applied. To reduce distortion, the cross-section of the outer-ring is deeper than that of a normal bearing. <<< The image to the left shows a Follower-Roller against a Cam-Profile. The red spots indicate symbolically the contact-stress. |
Maximum Follower-Roller Angular Acceleration
|
The outer-ring of the Follower-Roller does not rotate at constant angular velocity. Nominally, the outer-ring's : •Minimum angular velocity is when it is in contact with the cam's Base-Circle •Maximum angular velocity is when it is in contact with the cam's maximum radius (its 'nose' in the case of the sketch to the left). The Follower-Profile must accelerate and decelerate as the radius of the cam changes. However, the maximum possible angular acceleration of the Follower-Roller is a function of its radius, inertia, and friction between it and the cam-profile. The friction-force is not constant because the contact-force is not constant. |
|||||||||
|
||||||||||

Maximum Follower-Roller Rotational Speed
 Nominally, the maximum Angular Velocity of the Cam-Follower Bearing is at the maximum radius of the Cam |
Maximum Rotational Speed (RPM). The maximum possible speed of a bearing is a function of its design and how it is lubricated. Its maximum speed is usually given in the catalog. Alternatively, you can use this table (below) and this simple equation: Table Parameter = Stud Dia. (or mean diameter)(d) × Max. Speed(RPM) E.g.: The maximum rotational speed of a Follower-Roller bearing; with an internal diameter (stud diameter) of 10mm; Grease Lubrication: Oil Lubrication: |
||||||||||||
|
|||||||||||||
Minimum Load
A pre-load can increase stiffness, reduce noise, improve shaft guidance, extend bearing life, improve running accuracy, prevent skidding of the internal needles, rollers, or balls relative to the inner and outer rings. The minimum radial load is approximately: |
Skew and Tilt
![SKEW [view of Roller above Track]](gdi-cam-follower-housing--misalignment-skew.png "SKEW [view of Roller above Track]") SKEW ![TILT [sectional view of Roller and Track]](gdi-cam-follower-housing--misalignment-tilting.png "TILT [sectional view of Roller and Track]") TILT |
Cylindrical Follower-Rollers SKEW Rollers that skew increase the axial load and axial slippage between the Cam-Profile and Follower-Roller. The Follower-Roller skew angle specification is typically: •Skew Angle < 1.4 x 10-4 × Contact-Stress (°) or < 2.5 x 10-3 × Contact-Stress m.rad. TILT The maximum tilt capability of: •Cylindrical Roller (typical) < 0.1°(1.7m.rad). •Barrel Roller (typical) < 0.25° (4.4m.rad) |
Barrel Follower-Roller The outside surface of a Barrel Follower-Rollers is not cylindrical. They have a surface that has a radius They are intended to be used when the rotational axis of the Follower-Roller cannot be guaranteed to be parallel to the rotational axis of the cam. Barrel Follower-Rollers are also called Crowned Follower-Rollers, or even Spherical Follower-Rollers. Others have a surface described as Logarithmic Follower-Rollers - their actual profiles are commercially sensitive. |
 Schematic of Maximum Contact Stress of Cylindrical and Barrel Cam-Followers |
A Cylindrical Follower or a Barrel Follower? When to use a Cylindrical-Follower-Roller or a Barrel Follower-Roller is a function of the type of machine and how well you can align the Follower-Roller and Cam-Shaft rotational-axes. Cylindrical Roller - and misalignment When the rotational axis of a Cylindrical-Follower-Roller is not parallel to the rotational-axis of a Cam-Shaft, the Follower-Roller tilts relative the cam's axis. A Cylindrical Follower-Roller that tilts, will roll along its edge - see the bottom and left example in the image above. The contact is distorted. The maximum value of Contact-Stress is significantly greater than the nominal value that is calculated for 'line-contact'. Barrel Rollers. If the rotational-axis of the Follower-Roller is not parallel to that of the cam, the Follower-Roller will tilt relative to the cam's surface. In this case, the contact moves across the cam surface, but when the tilt-angle is within limits, it does not roll along its edge. The contact is not distorted much. The maximum value of Contact-Stress is not more than the nominal value that is calculated for elliptical-contact. |
The calculated contact-stress of a Barrel Follower-Roller is greater than that calculated for a Cylindrical Follower-Roller. However, when a Follower-Roller tilts the actual contact-stress experienced by a Cylindrical Follower-Roller is much greater than that calculated for a Barrel Follower-Roller. The permissible tilt angle of a Cylindrical Follower-Roller is very small, <0.1°, and thus a Barrel Follower-Roller is a good design option in many cases. If the Follower-Roller does-not tilt then the: •maximum contact stress of a cylindrical Follower-Roller is less (marginally) than that of a barrel Follower-Roller. If the Follower-Roller does tilt then the: •maximum contact-stress of a cylindrical Follower-Roller is more than the that of a barrel Follower-Roller. |
Materials and Size Tolerances
Outside Diameter Tolerance of Bearing Nominal outside diameter of a cylindrical Follower-Roller Bearing is: ~h5 , nominally zero to a small under-size. Nominal outside diameter of a crowned Follower-Roller Bearing is: 0.00 to –0.050mm , nominally zero to under-size. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Typical Yoke Cam-Follower Design |
With INNER-RING Surface Finish (Shaft/Pin) Maximum roughness = Ra =0.4μm Diameter Tolerance Shaft/Pin : g6 Form Tolerances Variation : Mean Shaft Diameter = 0.25 × Diameter Tolerance Variation : Circular Form = 0.5 × Diameter Tolerance |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Without INNER-RING When space is limited, it is possible to use a Follower-Roller that does not have an inner-ring. The Shaft/Pin has a specification that closely replicates the inner-ring of the bearing. Surface Finish (Shaft/Pin) Maximum roughness = Ra =0.4μm Diameter Tolerance Shaft/Pin : k5 Shaft / Pin Steels: Through-Hardened Steel : ISO 683-17 : 100Cr6 Case-Hardening Steel : ISO 683-17 : 17MnCr5, 18CrNiMo7-6 or EN 10084 : 16MnCr5, Ck15, 15Cr3, 17Cr3 Flame and Induction-Hardening Steel : DIN EN ISO 683-17 : 43CrMo4, or DIN 17212 : Cf53. Hardness •700HV +170 HV or: •58 to 64 HRC (Rockwell Hardness Scale 'C') If the hardness of the pin/shaft is less than 58HRC, the load-capacity of the Follower-Roller is reduced. This table shows how dynamic and static load capacities become reduced as the shaft's hardness is reduced. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Without INNER-RING... continued Hardening Depth Minimum Case Hardening Depth, CHD, at which hardness is greater than 550 HV, HRC 52.3: • Minimum Surface Hardening Depth, (from Flame and Induction Hardening) SHD • or, always: •Depth of Hardness > 0.5mm. Surface Finish: For high speed and loads: wave free finish Ra= 0.2μm . Includes shoulders and washers, if in contact with the rollers ends, or bearing rings. General Applications: wave free finish Ra=0.35μm Tolerance and Form: k5, k6 Variation of Mean Diameter: <0.008mm, or 0.5×diameter tolerance, or <5μm/Φ25mm, whichever is the least Deviation from Circular Form: <0.0025mm or 0.25×diameter tolerance, or <2.5μm/Φ<25mm, whichever is the least High Frequency Lobing: Lobing is 10 or more times around the circumference of a shaft. If it exceeds 0.4μm from peak to valley it is called chatter. Chatter usually causes undesirable noise and reduces fatigue life. Shaft Slope: Slant precision <13μm/25mm. General No nicks, burrs, scratches and dents. Oil holes are permissible in the raceway area, but care must be taken to blend the edges gently, in to the raceway, if possible put oil-hole in the unloaded zone. No grind reliefs, fillets etc |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Shaft Material:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
Follower-Rollers - Stud type
|
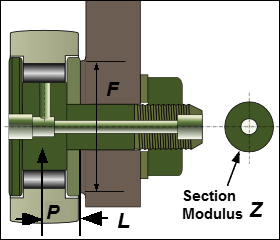
The stud extends to the side of the bearing. Support Flange and Dimension, F To support the side plate of the bearing, the shoulder should be ground flat, and be larger than dimension F. Dimension F is given in catalogs. The material of the Follower must support the compressive stresses of the tightening torque - see more below. Stud Diameter A metric stud has a 'shaft' tolerance of h7. This is a zero to negative tolerance. An imperial (inch) stud is oversized by approximately 0.025mm. Hole through Follower Metric Hole tolerance : JS7 (J7). This is a small plus and minus tolerance of the nominal hole size. Inch Hole tolerance : F7. This is a positive tolerance on the hole. In both cases, the stud should have a light press fit. |
Stud Stress The stress on the stud is a function of two parameters: •Tightening Torque : produces a Tensile Stress, σt. When the guidelines are followed, the tensile stress, σt , is approximately 100MPa. •Contact Load, P, produces a Bending Stress, σb The bending stress, is: σb = P.L.y/J σb = P.L./z Note: J, the second moment of area, is reduced when there is an oil-hole through the center of the stud.
Stud fails if: Total Stress = Bending Stress, σb + Tightening Stress, σt ≥ Tensile Strength, or Yield Stress, σyield σt + σb > σyield Rules of thumb: the total stress on the stud should be less than: • when load is static • when load is dynamic but uni-directional • when load is bi-directional and dynamic Thread fails if:... ...the nut becomes loose. This occurs when:
Compression stress (from bending) is greater than the Tension stress due to the nut's tightening, the nut might become loose. Follow the nut tightening torque, below! Nut Tightening Torques (EN ISO 4032). M6x1(3Nm) ; M8x1.25(8Nm) ; M10x1(15Nm) ; M12x1.5(22Nm) ; M16x1.5(58Nm) ; M18x1.5(87Nm) ; M20x1.5(120Nm) ; M24x1.5(220Nm) ; M30x1.5(450Nm) |
|
Follower-Rollers - lubrication
Oil lubrication For oil lubrication, oils of type CLP to DIN 51517 are recommended. Grease lubrication For grease lubrication, lithium soap greases to DIN 51825 should be used. Re-lubrication intervals can only be determined under operating conditions. Re-lubrication must be carried out at the latest when fretting corrosion first occurs; this can be identified by a reddish discoloration of the mating track or the outer ring. Solid lubricants and antifriction coatings These substances are also suitable for lubrication. At high traverse or rotational speeds, however, they provide effective lubrication for a significantly shorter period than oil or grease lubrication. Dirt Ingress To prevent dirt ingress: Install the oil plug if you are not going to re-lube it. Notes: To prevent the stud rotating: Insert a pin into the lubrication hole (if present in stud). Ideally, locate the lubrication hole (hat is across the shaft) in the unloaded direction. |