Motion FB
see Add Motion FB
A Motion FB has one input-connector and one output connector.
A Motion FB controls a link between MechDesigner and one Motion name-tab in MotionDesigner.
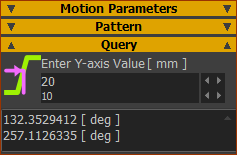
The value at the output-connector is the Y-axis value of the motion that agrees with the X-axis value at its input-connector.
 Motion FB |
To open the Motion FB dialog
|
|
The Motion FB dialog is now open. |
||

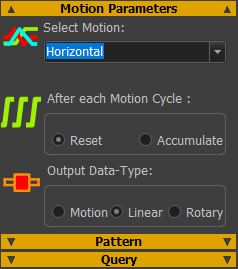
Motion FB dialog
 |
||||
Select Motion
After each Motion Cycle
Output Data-Type
Notes :
|
Ignore this separator |
 |
||
Enter Y-axis value
Note:
|
We can explain with an example, and a Graph FB.  Function-Blocks for Reset 4x and Accumulate 4x  Graphs to show Reset 4x and Accumulate 4x 1.Design an Indexing Motion in MotionDesigner with two Segments. The X-axis should have a range of 0 to 360. oSegment 1: Index (X-axis: 0-240 ; Y-axis: 0-90) oSegment 2: Dwell (X-axis: 240-360 ; Y-axis: 90) 2.Connect a Linear-Motion FB to a Gearing FB 3.Connect the Gearing FB to a Motion FB 4.Connect the Motion FB to a Graph FB and/or a Motion-Dimension FB that controls a rotating Motion-Part (Rocker). 5.Edit the Base-Value in the Motion-Dimension dialog to 0º. 6.Edit the Motion FB: oSelect the Indexing Motion (from the list of Motions names, see 1, above) oSelect Reset as the After each motion-cycle parameter 7.Edit the Gearing FB: oEnter Gearing Ratio = 4 8.Cycle the model with ALT+C on your keyboard. Result:
9.Edit the Motion FB again oSelect Accumulate as the After each motion-cycle parameter. 10.Cycle the model with ALT+C on your keyboard. Result:
|